A two-component moulding operation, involving thermoplastic elastomers (TPEs) has earned Gardena Manufacturing GmbH the ‘innovative process integration’ prize in an annual awards event run by Engel to promote the use of its tie-bar-less injection moulding machines.
Husqvarna Group company Gardena Manufacturing produces 20 million connector components for garden hoses at its plant in in Gerstetten, southern Germany. Since January, these parts have been produced using an Engel victory 740H/310W/400 WP combi injection moulding machine.
The integrated Engel easix multi-axis robot removes 16 hose connectors from the machine every 16 seconds. In order to be able to process the thermoplastics housing material and the elastomer for the grip surfaces simultaneously, the rotary mould has two sets of 16 cavities and four sets of 16 cores.
The process, said Engel, has an “ingenious twist”: after the thermoplastic components have been injection moulded, the mould then turns the cores so that they are in a cooling position before over-moulding the soft components in a third step. This prevents the cooling from extending the cycle time. When turned to the fourth position, the connectors can finally be removed from the mould.
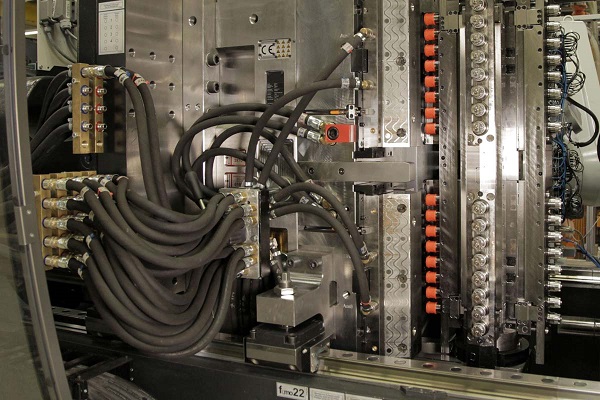
The four sets of 16 cores are each arranged in linear fashion. The heart of the tie-bar-less clamping unit, the force divider, plays an especially important role in ensuring the connectors produced in the cavities at the top and the bottom have exactly the same wall thickness as those produced in the middle cavities.
Two of these central flexible elements are located behind the moving mould mounting platen and distribute the clamping force evenly across the entire mould cross section. In so doing, they guarantee very high reproducibility levels and excellent mould protection and have thus made a crucial contribution to the fact that the production cell hasn't produced any quality-related rejects since it was commissioned.
Although the mould completely fills out the 4000-kN machine's mould area with its many cooling connections, there is still enough room for movement. If the mould were to be used on an injection moulding machine with tie bars, the machine would have to be considerably larger. That would also make the cycle time longer, because bigger machines need more time than smaller ones to open and close the mould.
Last but not least, the efficient automation of this application is only made possible by the tie-bar-less technology. Despite its very long gripper, the robot arm can reach the mould cores directly from the side.
According to Engel, its awards judging panel, was won over by the high precision and process consistency levels, which were achieved despite the unconventional arrangement of the cavities only due to the even distribution of the clamping force through the force divider.
This article is only available to subscribers - subscribe today
Subscribe for unlimited access. A subscription to European Rubber Journal includes:
Every issue of European Rubber Journal (6 issues) including Special Reports & Maps.
Unlimited access to ERJ articles online
Daily email newsletter – the latest news direct to your inbox